海南塑料管道挤出成型的工艺参数您知道吗?
挤出成型工艺参数包括温度、压力、挤出速率和牵引速度等。
1. 温度
温度是挤出成型得以顺利进行的重要条件之一。从粉状或粒状的固态物料开始,高温制品从机头中挤出,经历了一个复杂的温度变化过程。严格来讲,挤出成型温度应指塑料熔体的温度,但该温度却在很大程度上取决于料筒和螺杆的温度,一小部分来自在料筒中混合时产生的摩擦热,所以经常用料筒温度近似表示成型温度。
由于料筒和塑料温度在螺杆各段是有差异的,为了使塑料在料筒中输送、熔融、均化和挤出的过程顺利进行,以便率地生产高质量制件,关键问题是控制好料筒各段温度,料筒温度的调节是靠挤出机的加热冷却系统和温度控制系统来实现的。
机头温度必须控制在塑料热分解温度以下,而口模处的温度可比机头温度稍低一些,但应保证塑料熔体具有良好的流动性。
此外,成型过程中温度的波动和温差,将使塑件产生残余应力、各点强度不均匀和表面灰暗无光泽等缺陷。产生这种波动和温差的因素很多,如加热、冷却系统不稳定,螺杆转速变化等,但以螺杆设计和选用的好坏影响大。
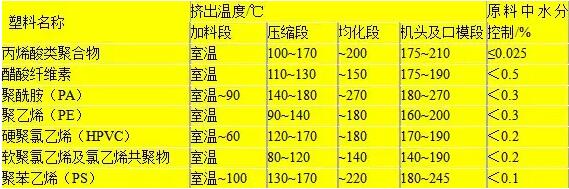
表1 几种热塑性塑料挤出成型管材的温度参数
2. 压力
在挤出过程中,由于料流的阻力,螺杆槽深度的变化,以及过滤网、过滤板和口模等产生阻碍,因而沿料筒轴线方向,在塑料内部产生一定的压力。这种压力是塑料变为均匀熔体并得到致密塑件的重要条件之一。
增加机头压力可以提高挤出熔体的混合均匀性和稳定性,提高产品致密度,但机头压力过大将影响产量。
和温度一样,压力随时间的变化也会产生周期性波动,这种波动对塑件质量同样有不利影响,螺杆转速的变化,加热、冷却系统的不稳定都是产生压力波动的原因。为了减少压力波动,应合理控制螺杆转速,保证加热和冷却装置的温度控制精度。
3. 挤出速率
挤出速率(亦称挤出速度)是单位时间内挤出机口模挤出的塑料质量(单位为kg/h)或长度(单位为m/min)。挤出速度的大小表征着挤出生产能力的高低。
影响挤出速度的因素很多,如机头、螺杆和料筒的结构、螺杆转速、加热冷却系统结构和塑料的特性等。理论和实践都证明,挤出速率随螺杆直径、螺旋槽深度、均化段长度和螺杆转速的增大而增大,随螺杆末端熔体压力和螺杆与料筒间隙增大而增大。在挤出机的结构和塑料品种及塑件类型已确定的情况下,挤出速率仅与螺杆转速有关,因此,调整螺杆转速是控制挤出速率的主要措施。
挤出速率在生产过程中也存在波动现象,这将影响塑件的几何形状和尺寸精度。因此,除了正确确定螺杆结构和尺寸参数之外,还应严格控制螺杆转速,严格控制挤出温度,防止因温度改变而引起挤出压力和熔体粘度变化,从而导致挤出速度的波动。
4. 牵引速度
挤出成型主要生产连续的塑件,因此必须设置牵引装置。从机头和口模中挤出的塑件,在牵引力作用下将会发生拉伸取向。拉伸取向程度越高,塑件沿取向方向的拉伸强度也越大,但冷却后长度收缩也大。通常,牵引速度可与挤出速度相当。牵引速度与挤出速度的比值称牵引比,其值必须大于1。
表2 几种塑料管材的挤出成型工艺参数

海南凯鸿达建材有限公司是中财管道在海南代表企业,位于海口市海马二横路椰海建材城二期B栋103-104号,中财管道是中财集团化学建材业下属的重点产业,目前共有以浙江中财管道股份有限公司为基础的10大生产基地,营销网络更是遍布全国乃至全世界。作为“管道集成方案解决商”的,中财管道一直将呵护城市发展和提高人们生活品质为宗旨,本着追求完美的精神,目前有10大管道系统、50多个系列,5000多个品种,在行业内率先推出Z-HOME系统,为您量身打造洁净、舒适、清新、活力、安全、温馨的家居环境。中财管道已成为国内产品较齐全、规模较大的塑料管道专业生产企业之一
keyword:海南塑料管道


 手机二维码
手机二维码